第二节 磨损
一、磨损的原理
1.磨损的定义
两个物体作相对运动时,在摩擦力和垂直负荷的作用下,摩擦副的表层材料不断发生损耗的过程或者产生残余变形的现象称为磨损。
磨损是摩擦副运动所造成的,即使是经过润滑的摩擦副,也不能从根本上消除磨损。特别是在机械启动时,由于零件的摩擦表面上还没有形成油膜,就会发生金属间的直接接触,从而造成一定的磨损。
2.磨损的危害
摩擦副材料表面磨损后,往往造成设备精度丧失,需要进行维修,造成停工损失、材料消耗与生产率降低,尤其在现代工业自动化、连续化的生产中,由于某一零件的磨损失效甚至会影响到全线的生产。磨损是机械运转中普遍存在的一种现象,人们必须对磨损现象不断进行研究,寻求提高零件耐磨性和使用寿命以及控制磨损的措施,才能减少制造和维修费用。
3.磨损过程的三个阶段
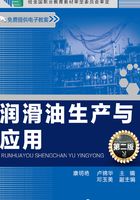
机械摩擦副的磨损随使用时间的不同而不同。摩擦副从开始使用到完全失效的磨损过程大致可分为三个阶段,即跑合阶段、稳定磨损阶段和急剧磨损阶段,如图1-5所示。

图1-5 磨损过程的三个阶段
(1)跑合阶段 跑合阶段又称磨合阶段,摩擦副在使用初期,在载荷的作用下,摩擦表面逐渐被磨平,实际接触面积逐渐增大,磨损速度开始很快,然后减慢,见图1-5中的oa段。
(2)稳定磨损阶段 经过跑合阶段的磨合,摩擦表面硬化,微观几何形状改变,从而建立了弹性接触的条件,这时磨损已经稳定下来,磨损量与时间成正比缓慢增加,见图1-5中的ab段。
(3)急剧磨损阶段 经过较长时间的稳定磨损之后,由于摩擦表面之间的间隙和表面形状的改变,以及产生金属晶格疲劳等情况,磨损速度急剧加快,直至摩擦副不能正常运转。当摩擦副工作达到这一阶段时,机械效率下降,精度降低,出现异常的噪声及振动,最后导致零件完全失效。
从磨损过程的变化来看,为了提高机械零件的使用寿命,应尽量延长稳定磨损阶段。但是,恶劣条件下的磨合磨损之后,可能会直接进入急剧磨损阶段,不能建立正常工作条件。因此,对于新的机械设备保证良好的磨合是非常重要的。实践证明,良好的磨合能够使摩擦副的正常工作寿命延长1~2倍,而且还能有效地改善摩擦副的其他性能。例如对于滑动轴承,良好的磨合可改善表面形貌,更有利于建立流体动压润滑膜;发动机的合理磨合可提高汽缸活塞环的表面品质,减少擦伤痕迹,提高密合性,使发动机的耗油量降低。
良好的磨合性能表现为磨合时间短,磨合磨损量小,以及磨合后的表面耐磨性高。为了提高磨合性能,一般可选择合理的磨合规范。合理的磨合规范应当是逐步地增加载荷和摩擦速度,使表面品质得到改善,磨合的最后阶段应当接近使用工况。
二、磨损的分类
根据磨损产生的原因和磨损过程的本质,磨损主要可分为四种类型,即黏着磨损、磨料磨损、疲劳磨损和腐蚀磨损。
1.黏着磨损
当摩擦副接触时,由于表面不平发生点接触,在相对滑动和一定载荷作用下,在接触点发生塑性变形或剪切,使其表面膜破裂,摩擦表面温度升高,严重时表层金属会软化或熔化,此时,接触点产生黏着。在摩擦滑动中,黏着点被剪断,同时出现新的黏着点,如果黏着点被剪断的位置不是原来的交界面,而是在金属表层,则会造成材料的消耗,即黏着磨损。
根据黏着程度不同,黏着磨损情况也有差异。若剪切发生在黏着结合面上,表面转移的材料极轻微,则称“轻微磨损”;若剪切发生在摩擦副一方或两方金属较深的地方,称为“撕脱”,在一些高负荷的摩擦副表面可以看到这种现象。黏着磨损的磨损量与载荷大小、滑动的距离和材料的硬度等因素有关,通常与载荷大小和滑动的距离成正比,与材料的硬度成反比。
为了提高摩擦副的抗黏着磨损能力,通常可以使用不易相互黏附的金属作摩擦副材料,增加润滑油膜的厚度,以及在润滑油脂中加入油性和极压添加剂,提高润滑油的吸附能力和油膜的强度等方法。
2.磨料磨损
磨料磨损是指硬的物质使较软的金属表面擦伤而引起的磨损。它包括两种类型,一种是粗糙的硬表面把较软表面划伤;另一种是硬的颗粒在两摩擦面间滑动引起摩擦副表面的划伤。
对于第一种情况,摩擦表面的磨损主要与材料表面的粗糙程度和两表面硬度的差异相关。一般来讲,材料表面的光洁度越高,所造成划伤的情况就越轻微;两摩擦表面的硬度相差越大,就越容易使硬表面将软表面划伤。
硬的颗粒在摩擦面间引起的划伤,往往是因为摩擦面间混入了灰尘、泥沙、铁锈以及发动机中的焦末等,在黏着磨损、腐蚀磨损中产生的颗粒也能引起磨料磨损。磨料磨损是造成摩擦面磨损的一个重要类别。据统计,因磨料磨损而造成的损失,占整个工业范围内磨损损失的50%。因此,对机械摩擦副要特别注意保持摩擦面、润滑系统以及润滑油的清洁,防止混入杂质颗粒。
3.疲劳磨损
黏着磨损和磨料磨损都是基于摩擦副表面直接接触,相接触的表面出现的材料损耗。金属磨损颗粒尺寸非常小,而且在摩擦副开始工作时就出现。还有一种磨损,在摩擦副工作的初期阶段一般不会发生,而发生在摩擦副经过长时期工作以后的阶段,其摩擦现象是较大的片状颗粒从材料上脱落,在摩擦表面上出现针状或豆瓣状的小凹坑,此磨损类型被称为疲劳磨损。
疲劳磨损通常出现在滚动形式的摩擦机件上,如滚动轴承、齿轮、凸轮以及钢轨与轮箍等。出现疲劳磨损的主要原因是在滚动摩擦面上,两摩擦面接触的部位产生接触应力,表层发生弹性变形,而在内部产生较大的剪切应力所致。由于接触应力的反复作用,使得金属的晶格结构逐渐遭到破坏,当晶格结构被破坏到使材料承载强度低于载荷应力时,材料将会出现裂纹,而随着摩擦过程的进行,裂纹逐渐扩大,沿着最大剪应力的方向裂纹扩展到材料表面,最终使少量的材料从表面上脱落,在摩擦表面出现豆瓣状凹坑。
对于完善的、无缺陷的金属材料来说,在滚动接触的情况下,损坏的位置决定于出现最大剪应力的位置。如果还伴随着滑动,损坏的位置就移向表面。由于材料很少是完美无缺的,因此,发生损坏的位置就与材料中的杂质、孔隙、细小的裂纹以及其他因素有关。
工作一定时间后开始出现大的磨损碎片是疲劳磨损的特点,摩擦副一旦出现了疲劳磨损,就标志着使用寿命的终结。改善摩擦副的材质、减小接触点的接触应力和采用合适的润滑剂可以延缓疲劳磨损的出现。尤其是高黏度的润滑油不易从摩擦面挤掉,有助于接触区域压力的均匀分布,从而降低了最高接触应力值。例如某单位有两台同型号减速器,其中一台先投入生产,采用30号机械油润滑,运行两个月后出现疲劳磨损;另一台换用28号轧钢机油,由于提高了用油黏度,运行了一年半未出现疲劳磨损。
4.腐蚀磨损
当摩擦在腐蚀性环境中进行时,摩擦表面会发生化学反应,并在表面上生成反应产物。一般反应产物与表面黏结不牢,容易在摩擦过程中被擦掉,被擦掉反应层的金属可又产生新的反应层,如此循环下去,会造成金属摩擦副材料很快地被消耗掉,这就是腐蚀磨损。由此可见,材料的腐蚀磨损实质是腐蚀与摩擦两个过程共同作用的结果。
根据与材料发生作用的环境介质的不同,腐蚀磨损可分为氧化腐蚀磨损和特殊介质腐蚀磨损。氧化腐蚀磨损是材料与氧气作用而产生的,是最常见的一种磨损形式,它的损坏特征是在金属的摩擦表面沿滑动方向呈匀细磨痕。特殊介质腐蚀磨损是在摩擦过程中,零件受到酸、碱、盐介质的强烈腐蚀而造成的腐蚀磨损。
摩擦副的磨损除以上讨论的几种主要情况外,还有一些其他类型,如微动磨损、冲蚀磨损和热磨损等。微动磨损是两接触表面相对低幅振荡而引起的磨损现象,其多发生在机械连接处的零件上。冲蚀磨损是指流体束冲击固体表面而造成的磨损,它包括颗粒束冲蚀、流体冲蚀、汽蚀和电火花冲蚀(如电机上的电刷的冲蚀等)。热磨损是指在滑动摩擦中,由于摩擦区温度升高使金属组织软化,而使表面“涂抹”、转移和摩擦表面的微粒脱落。